
在当今社会,随着科技的进步和工业的发展,不锈钢材料的应用越来越广泛,薄壁不锈钢管因其优良的耐腐蚀性能、较高的强度以及良好的加工性能,被广泛应用于石油、化工、医药、食品等领域,薄壁不锈钢管的焊接技术一直是行业内的研究热点和难点,本文将重点探讨薄壁不锈钢管的焊接技术及其在实际应用中的注意事项。
薄壁不锈钢管的特点
薄壁不锈钢管的壁厚较薄,因此其焊接过程中容易出现变形、烧穿等问题,由于不锈钢材料的热导性差,焊接过程中易产生较大的残余应力,可能导致焊缝出现裂纹,对于薄壁不锈钢管的焊接技术,需要特别重视。
薄壁不锈钢管的焊接方法
1、手工电弧焊
手工电弧焊是一种常用的焊接方法,适用于薄壁不锈钢管的焊接,在焊接过程中,需要选择适当的焊条,控制焊接电流,以保证焊缝的质量,还需要注意控制焊接速度,避免过快导致焊缝质量下降。
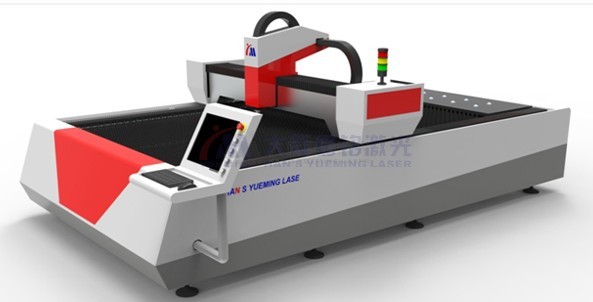
2、激光焊
激光焊是一种高效的焊接方法,适用于大面积、高精度的焊接,由于激光焊的热影响区较小,对薄壁不锈钢管的热变形影响较小,激光焊的设备成本较高,对操作人员的技能要求也较高。

3、TIG焊
TIG焊(钨极氩弧焊)是一种常用的焊接方法,适用于薄壁不锈钢管的焊接,在TIG焊过程中,需要选择适当的钨极和焊接材料,以保证焊缝的质量,还需要控制焊接速度和焊接电流,避免过大或过小导致焊缝质量下降。
薄壁不锈钢管焊接的注意事项
1、焊前准备
在进行薄壁不锈钢管的焊接前,需要对管材进行清洁处理,去除表面的油污、锈蚀等杂质,还需要选择合适的焊接材料和焊接方法,并制定相应的焊接工艺。
2、控制热输入

在焊接过程中,需要控制热输入,避免过大的热输入导致薄壁不锈钢管的变形和烧穿,需要选择适当的焊接方法和工艺参数,控制焊接速度和焊接电流。
3、减小残余应力
由于不锈钢材料的热导性差,焊接过程中易产生较大的残余应力,为了减少残余应力,可以采取后热处理、振动处理等方法。
4、焊缝质量检查
焊接完成后,需要对焊缝进行质量检查,确保焊缝的质量符合要求,常用的检查方法包括外观检查、X射线检查、超声波检查等。

薄壁不锈钢管的焊接技术是一项复杂的工艺,需要综合考虑材料特性、焊接方法、工艺参数等因素,在实际应用中,需要根据具体情况选择合适的焊接方法和工艺参数,并注意控制热输入、减小残余应力、进行焊缝质量检查等,通过合理的焊接技术和工艺控制,可以实现薄壁不锈钢管的高质量焊接,为其在石油、化工、医药、食品等领域的应用提供有力支持。
展望
随着科技的进步和工业的发展,薄壁不锈钢管的焊接技术将面临更多的挑战和机遇,随着新材料、新工艺的出现,薄壁不锈钢管的焊接技术将向更高效、更精细的方向发展,随着工业领域的不断拓展,薄壁不锈钢管的焊接技术将面临更多的应用领域和更高的要求,需要不断加强研究和实践,提高薄壁不锈钢管的焊接技术水平,为其应用提供更好的支持。
转载请注明来自个人系统,本文标题:《薄壁不锈钢管的焊接技术探讨》





 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号