
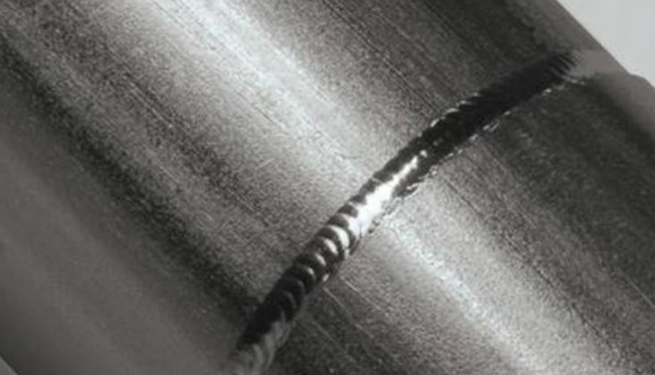
薄不锈钢管在现代工业中扮演着重要角色,其焊接质量直接关系到产品的性能与安全,掌握薄不锈钢管的焊接方法至关重要,本文将详细介绍薄不锈钢管的焊接工艺,包括焊前准备、焊接材料、焊接参数、操作技巧及注意事项等。
焊前准备
1、材料选择:根据不锈钢管的材质、厚度及使用环境,选择适合的焊接材料和工艺。
2、管道处理:清除不锈钢管表面的油污、锈蚀等杂质,确保焊缝质量。
3、坡口加工:根据管道厚度,选择合适的坡口形式,以利于熔深和焊缝形成。
4、定位块和夹具:为固定管口位置,防止焊接变形,需使用定位块和夹具。
焊接材料
1、焊条:选择与被焊不锈钢管材质相匹配的焊条,确保焊缝的耐腐蚀性和强度。
2、焊丝:用于TIG或MIG焊接,根据管道材质和厚度选择合适的焊丝。
3、焊剂:在焊接过程中,焊剂起到保护焊缝、防止氧化等作用。
焊接参数
1、焊接电流:根据焊条、焊丝直径及管道厚度,确定合适的焊接电流。
2、弧长:控制弧长,以保证焊缝的熔深和宽度。
3、焊接速度:适当的焊接速度可保证焊缝的质量,避免焊接变形。
4、保护气体流量:对于TIG或MIG焊接,保护气体的流量应适中,以确保焊缝的抗氧化性。
操作技巧
1、焊接方法:根据管道直径和厚度,可选用TIG焊、MIG焊或手工电弧焊。
2、焊接角度:调整焊枪或焊条的角度,使焊缝呈现均匀的外观。
3、摆动技巧:在焊接过程中,适当摆动焊枪或焊条,使焊缝更加均匀、美观。

4、注意熔池控制:观察熔池的变化,及时调整焊接参数,防止焊接缺陷。
注意事项
1、防止变形:在焊接过程中,应采取反变形措施,以防止薄不锈钢管焊接后产生变形。
2、避免气孔:确保焊接材料干燥,防止气孔产生。
3、控制热输入:薄不锈钢管对热输入较为敏感,应控制焊接热输入,避免晶间腐蚀和过热现象。
4、焊后处理:焊接完成后,进行必要的后处理,如清除渣屑、打磨焊缝等。
5、安全操作:遵守安全操作规程,确保焊工的安全与健康。
薄不锈钢管的焊接是一项技术性强的工作,需要掌握正确的焊接方法和操作技巧,本文详细介绍了薄不锈钢管的焊接工艺,包括焊前准备、焊接材料、焊接参数、操作技巧及注意事项等,在实际操作中,应根据具体情况选择合适的焊接方法和工艺,严格遵守操作规程,确保焊接质量,通过不断学习和实践,焊工可以逐渐掌握薄不锈钢管的焊接技巧,提高焊接质量,为现代工业的发展做出贡献。
转载请注明来自个人系统,本文标题:《薄不锈钢管焊接方法详解》





 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号